CNC加工コストの削減に関するガイドをお探しですか?それなら、まさにここが最適な場所です。本ガイドでは、エンジニアが抱える主要な疑問にお答えします。
部品が実際にどのように加工されるかを無視した図面ほど、CNC見積もりを膨らませるものはありません。コスト超過のほとんどは、一つの大きなミスではなく、無数の小さなミスによって引き起こされます。少しのDFM(製造性設計)の調整で、部品の機能を変えることなく、単価を20〜60%削減できます。
1. 本当に必要のない公差を緩める — CNC加工コストの削減

重要度の低い特徴部分の公差を±0.05mmから±0.10mmに緩めるだけで、加工時間を30%短縮できます。公差は習慣ではなく、機能に基づいて指定しましょう。
推奨されるデフォルト値:
- 一般的な特徴部:±0.10mm
- 嵌合面:±0.025mm
- 圧入およびベアリング部:±0.013mm または ISO/ANSI 嵌合表に準拠
2. 標準ドリルサイズを使用する — CNC加工コストの削減
6mmの穴は安価です。しかし5.97mmの穴は、カスタムリーマや精密ボーリングサイクルを必要とします。一般的なメトリックまたはインチのドリルセットに合致する直径を必ず指定してください。
3. 内側コーナーにアール(R)を追加する — CNC加工コストの削減
エンドミルは丸い形状です。直角の内側コーナーを指定すると、EDM(放電加工)や極小の遅い工具が必要になります。ポケットの深さの少なくとも1/3の半径を追加してください。5mmのRがあれば、加工現場では高速な8mmカッターを使用できますが、1mmのRでは遅い1.5mmカッターを使わざるを得なくなります。
4. 深く狭いポケットを避ける — CNC加工コストの削減
カッター直径の4倍を超える深さのポケットは、長くて折れやすい工具と低速送りを必要とします。深いポケットは2つの面に分割するか、ポケット幅を広げるか、機能上問題なければ貫通穴に変更しましょう。
5. 穴の深さとねじを標準化する — CNC加工コストの削減
- 止まり穴はねじ深さより2〜3mm深く設計する
- 並目ねじ(M5x0.5ではなくM5x0.8)を使用する — 加工が速く、軟質材料でも強度が高い
- ねじ深さは直径の1.5倍を超えないようにする
6. 適切な材料を選択する — CNC加工コストの削減
6061-T6アルミニウム部品なら18米ドルで済むところが、同じ図面で7075にすると26米ドルかかります。304ステンレス版なら40米ドルになることもあります。強度や耐食性のニーズが本当にグレードアップを正当化するかどうかを、必ず確認してください。
7. 段取り回数を最小化する — CNC加工コストの削減
3軸マシンでの段取り追加1回ごとに15〜30分が加算されます。1〜2回の段取りで加工できる設計は、常にコストが低くなります。特徴部はできるだけ少ない面にまとめましょう。
8. 必要のない美観的な表面仕上げを避ける
| 表面仕上げ | 工程 | 相対コスト |
|---|---|---|
| Ra 6.3 µm | 切削まま | 1倍 |
| Ra 1.6 µm | 標準仕上げ | 1.2倍 |
| Ra 0.4 µm | 超微細パス | 2.5倍 |
| Ra 0.05 µm | 研磨仕上げ | 5〜10倍 |
Oリングのシール用途でない限り、Ra 1.6µmで十分です。
9. 外側エッジには十分なフィレットを使用する
鋭利な外側エッジは手作業でのバリ取りが必要になります。0.3mmの面取りを指定すれば、面取りミルがすべての鋭利なエッジを数秒で除去できます。図面には「すべての鋭利なエッジを0.3mmで面取りする(break all sharp edges 0.3mm)」と明記しましょう。
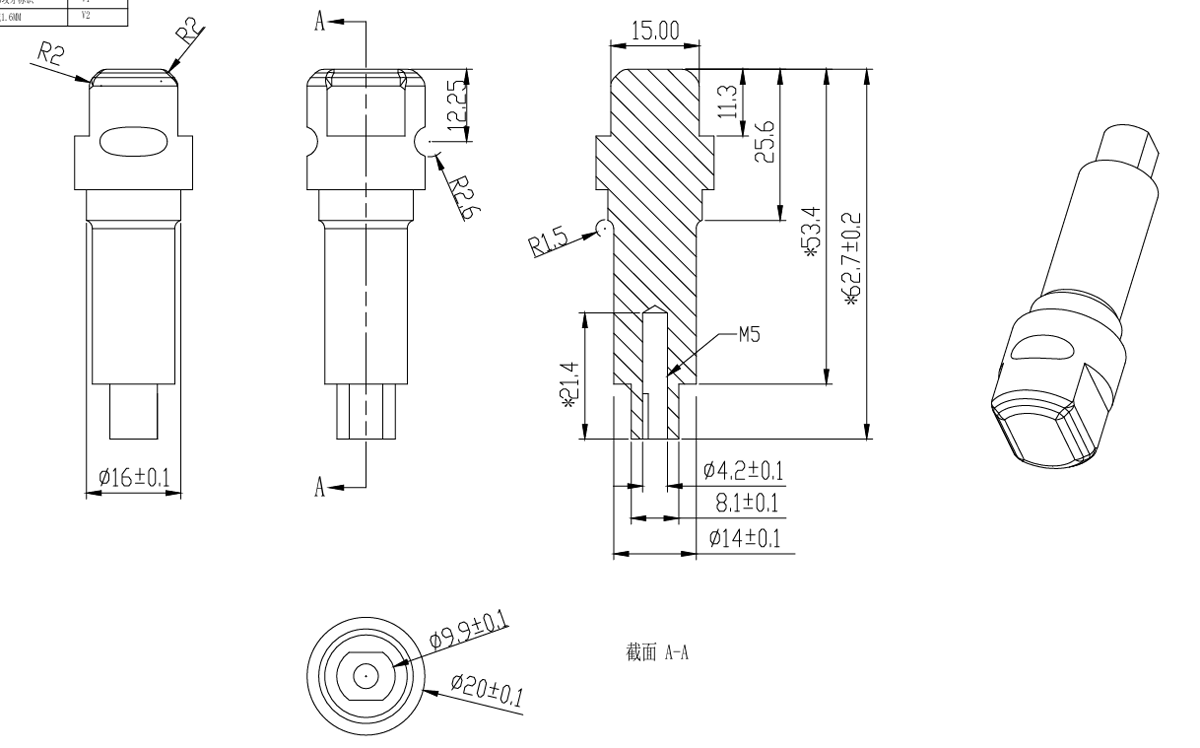
10. 標準材料寸法に合わせて設計する
アルミニウム板材は標準厚さで供給されています:6、10、12、15、20、25、30mm。14mmの板を設計すると、15mmブランクから削り出すことになり、材料と時間の両方が無駄になります。
11. エンボス(浮き出し)ではなく彫刻にする
彫刻文字は高速です — 0.5mmの彫刻カッターで数秒で完了します。エンボス文字は周囲の材料すべてを削り取る必要があり、サイクルタイムが5〜10倍になります。
12. 賢い数量で発注する
| 数量 | 1個あたり価格 |
|---|---|
| 1 | 280米ドル |
| 5 | 90米ドル |
| 25 | 42米ドル |
| 100 | 25米ドル |
| 500 | 18米ドル |
設計に自信があるなら、1個ではなく5個を発注することで、コストは60%程度の増加で済み、5倍の数量が得られます。
ボーナス:メーカーに早期に相談する
図面を確定する前の15分の会話は、最もROIが高いDFM活動です。Ginwateを含む信頼できるメーカーのほとんどは、STEPファイルを無料でレビューし、コストを押し上げる特徴部を指摘してくれます。
図面のDFMレビューをご希望ですか?具体的なコスト削減提案を含む無料見積もりを、[Ginwate CNC](https://ginwatecnc.com/contact)からお受け取りください。
Ginwate関連リソース
参考文献: ISO 2768 一般公差 および Wikipedia: CNC。
CNC加工コストの削減に関するよくある質問
CNC加工コストの削減はすべてのプロジェクトに適していますか?
いいえ。CNC加工コストの削減は、案件によって向き不向きがあります。当社では、お客様の部品に適した仕様選定をサポートします。荷重、温度、予算をお知らせいただければ、最適な選択肢へとご案内します。最も多くのお客様は、最上級グレードではなく、最初から適切なグレードを選択することでコストを削減しています。
GinwateはCNC加工コストの削減部品をどれくらい早く出荷できますか?
ほとんどのCNC加工コストの削減案件について、4時間以内に見積もりを提示します。リードタイムは試作品で5〜10日です。量産は2〜3週間で納品されます。在庫がある場合、特急案件は72時間で出荷可能です。CADファイルをお送りいただければ、すぐに開始します。
CNC加工コストの削減ではどの程度の公差を維持できますか?
CNC加工コストの削減部品の多くは、±0.02mmを問題なく維持できます。適切な治具と最終研磨パスを組み合わせれば、さらに厳しい公差も可能です。大半の案件で、ISO 2768-fHを一発で達成しています。必要以上に厳しい公差ではなく、本当に必要な公差を指定してください。
CNC加工コストの削減に関するDFMレビューは提供していますか?
はい。すべての見積もりに、シニアエンジニアによる無料DFMレビューが含まれています。難しい特徴部、コスト高な公差、より安価な代替案を指摘します。投資回収は早く、ほとんどの部品はレビュー後に5〜20%安くなります。このサービスに費用はかかりません。
CNC加工コストの削減に関する重要ポイント
適切な樹脂または金属の選定は、時間とコストの両方を節約します。CNC加工コストの削減は、パズルの1ピースに過ぎません。部品が受ける荷重、温度、薬品に仕様を合わせましょう。可能な限りシンプルな形状を選択してください。タイトな公差は、本当に重要な箇所のみに指定してください。当社は、あらゆる工程でお客様をサポートします。
Ginwateはこれまで何百ものクライアント向けにCNC加工コストの削減部品を出荷してきました。スタートアップからフォーチュン500のチームまで、幅広いお客様と協業しています。当社の工場では、8台のCNCフライス盤と4台の旋盤が稼働しています。ほとんどの案件で5〜10日のリードタイムを達成しています。品質はすべての段階でチェックされます。また、完全な品質報告書で当社の作業を保証します。
CNC加工コストの削減についてさらに詳しく知りたいですか?上記の他のガイドをご覧ください。または、部品ファイルをお送りいただければ無料でお見積もりします。4時間以内にご返信します。



