Procura orientação sobre maquinação CNC com posição verdadeira GD&T? Está no sítio certo. Este guia responde às principais questões dos engenheiros.
O que a Posição Verdadeira controla — maquinação CNC com posição verdadeira GD&T

A Posição Verdadeira (símbolo: ⌖) define uma zona dentro da qual o eixo central de um furo (ou o plano central de uma ranhura) deve situar-se. Ao contrário de uma tolerância coordenada (±X em X, ±X em Y), a Posição Verdadeira utiliza uma zona de tolerância circular — que é, na realidade, mais permissiva e mais lógica para a maioria das aplicações em furos.
O Quadro de Controlo da Característica — maquinação CNC com posição verdadeira GD&T
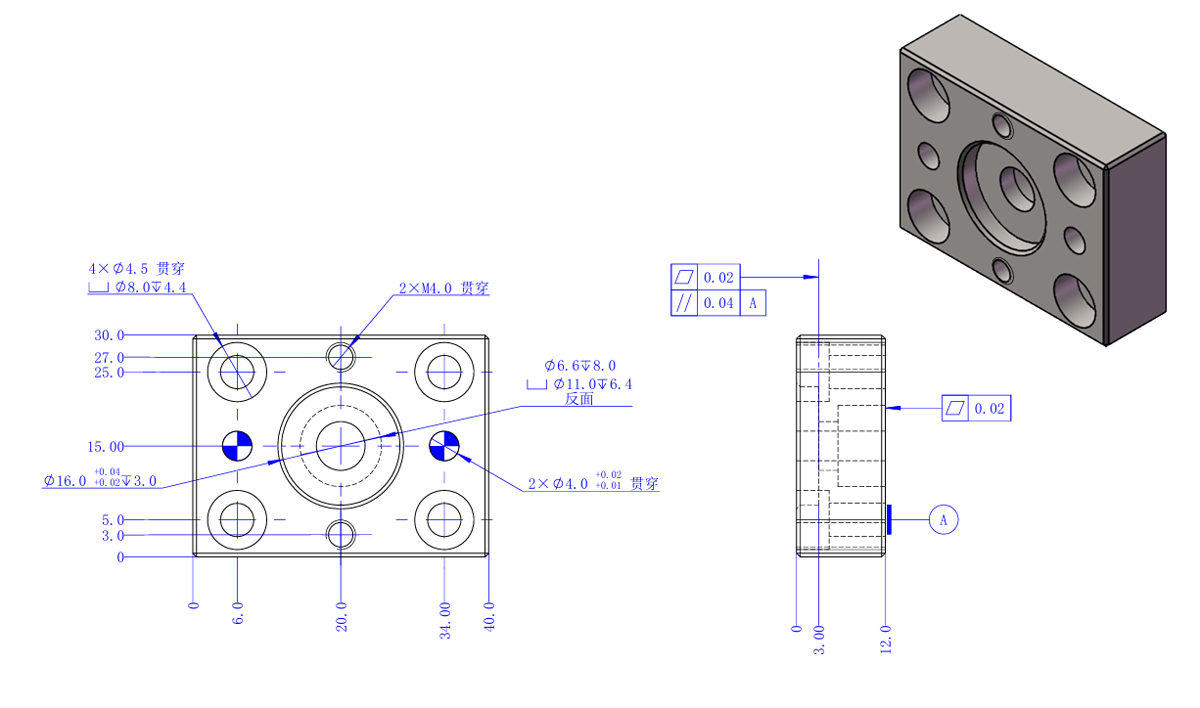
Uma indicação de Posição Verdadeira apresenta-se assim, dentro de um quadro rectangular: ⌖ | ⌀0.2 | A | B | C. Lendo da esquerda para a direita: o símbolo de Posição Verdadeira, o diâmetro da zona de tolerância (0,2 mm) e os referenciais (datums) a partir dos quais a posição é medida (A, B, C). O referencial A é normalmente a face plana primária, B e C são arestas ou características que estabelecem a origem em X e Y.
Zona Circular vs Tolerância Coordenada — maquinação CNC com posição verdadeira GD&T
Uma tolerância coordenada de ±0,1 mm em X e ±0,1 mm em Y cria uma zona quadrada. O desvio máximo permitido no canto desse quadrado é de 0,141 mm — 41% mais do que o pretendido. Uma zona de Posição Verdadeira de ⌀0,2 mm é um círculo com 0,2 mm de diâmetro — o desvio máximo é sempre exactamente de 0,1 mm em relação ao centro verdadeiro, independentemente da direcção. Isto é mais consistente e, em média, mais permissivo para uma dada "tolerância efectiva".
Condição Virtual e Tolerância Bónus — maquinação CNC com posição verdadeira GD&T
Quando a Posição Verdadeira é aplicada na Condição de Material Máximo (MMC) — assinalada como ⌀0.2 M — a zona de tolerância expande-se à medida que o furo se torna maior (afastando-se do MMC). Esta "tolerância bónus" é um conceito poderoso: um furo permitido com ⌀10.0mm ± 0.05mm e Posição Verdadeira ⌀0.2 M pode ter um desvio posicional até ⌀0.25mm quando o furo está no seu tamanho máximo (⌀10.05mm). Isto compensa a folga de montagem mais larga quando o furo é maior.
Como os Maquinistas e as CMMs Medem a Posição Verdadeira — maquinação CNC com posição verdadeira GD&T
O maquinista programa uma CMM (Máquina de Medição por Coordenadas) para apalpar o centro do furo em várias localizações e ajustar o melhor eixo. O software da CMM calcula o desvio do eixo real do furo em relação ao eixo verdadeiro (nominal) e reporta-o como um valor de zona diametral. Se o desvio estiver dentro da zona especificada, a peça é aprovada. Os relatórios da CMM mostram uma linha "Real | Nominal | Tolerância | Desvio | Aprovado/Reprovado" para cada característica controlada.
Erros Comuns — maquinação CNC com posição verdadeira GD&T
Usar tolerâncias coordenadas para todas as características: as tolerâncias coordenadas criam zonas quadradas e são excessivamente restritivas a 45°. A Posição Verdadeira é quase sempre melhor para furos.
Especificar MMC em todas as indicações: a tolerância bónus do MMC é vantajosa para furos com ajuste de folga, mas inadequada para furos de ajuste apertado ou ajuste prensado, onde o tamanho real não pode variar sem afectar a montagem.
Deixar os referenciais ambíguos: se o desenho tem três rótulos de referencial, mas o quadro de controlo da característica apenas referencia A e B, a medição está sub-restringida. Referencie sempre todos os referenciais necessários para localizar plenamente a característica.
Regra Prática Rápida — maquinação CNC com posição verdadeira GD&T
Para um padrão de furação em círculo (4× furos M6 num círculo de furação de 50 mm), especifique Posição Verdadeira ⌀0,3 A|B|C em MMC. Isto garante que os parafusos passarão sempre pelos furos, dando ao maquinista a máxima tolerância de trabalho possível. Discuta a aplicação específica com a Ginwate CNC — a nossa equipa revê GD&T em todos os desenhos antes do início da produção.
Recursos Ginwate Relacionados
- Referência de Tolerâncias — tolerâncias alcançáveis na Ginwate
- Calculadora de Tolerâncias — veja os compromissos entre custo e tolerância
- Inspecção de Qualidade por CMM
- Como Ler um Desenho de Engenharia — artigo complementar
- Carregue o seu desenho GD&T para obter um orçamento
Referências: ISO 2768 Tolerâncias Gerais e CNC na Wikipedia.
Perguntas frequentes sobre maquinação CNC com posição verdadeira GD&T
A maquinação CNC com posição verdadeira GD&T é adequada para todos os projectos?
Não. A maquinação CNC com posição verdadeira GD&T adapta-se melhor a alguns trabalhos do que a outros. Ajudamo-lo a escolher a especificação certa para a sua peça. Indique-nos a carga, o calor e o orçamento, e orientá-lo-emos para a melhor opção. A maioria dos clientes poupa dinheiro escolhendo logo à partida a classe certa e não a mais premium.
Em quanto tempo a Ginwate consegue expedir peças de maquinação CNC com posição verdadeira GD&T?
Para a maioria dos trabalhos de maquinação CNC com posição verdadeira GD&T, orçamentamos em quatro horas. Os prazos de entrega variam entre cinco e dez dias para protótipos. As séries de produção ficam concluídas em duas a três semanas. Trabalhos urgentes são expedidos em 72 horas quando há stock disponível. Envie o seu ficheiro CAD para começar.
Que tolerâncias conseguem garantir em maquinação CNC com posição verdadeira GD&T?
A maioria das peças de maquinação CNC com posição verdadeira GD&T cumpre mais ou menos 0,02 mm sem dificuldade. Tolerâncias mais apertadas são possíveis com a fixação certa e uma passagem final de rectificação. Atingimos ISO 2768-fH à primeira tentativa na maior parte dos trabalhos. Especifique as tolerâncias de que necessita, nem mais apertadas do que isso.
Oferecem revisão DFM para maquinação CNC com posição verdadeira GD&T?
Sim. Cada orçamento inclui uma revisão DFM gratuita feita por um engenheiro sénior. Sinalizamos características difíceis, tolerâncias dispendiosas e alternativas mais económicas. O retorno é rápido — a maioria das peças torna-se cinco a vinte por cento mais barata após a revisão. Este serviço não tem custo.
Principais Conclusões sobre maquinação CNC com posição verdadeira GD&T
A escolha certa de plástico ou metal poupa tempo e dinheiro. A maquinação CNC com posição verdadeira GD&T é apenas uma peça do puzzle. Adeque a especificação à carga, ao calor e aos químicos a que a peça será sujeita. Opte por geometrias simples sempre que possível. Especifique tolerâncias apertadas apenas onde realmente importam. Estamos cá para ajudar em cada passo.
A Ginwate já expediu peças de maquinação CNC com posição verdadeira GD&T para centenas de clientes. Trabalhamos com startups e equipas Fortune 500. A nossa oficina conta com oito fresadoras CNC e quatro tornos. Cumprimos prazos de entrega de cinco a dez dias na maioria dos trabalhos. A qualidade é verificada em cada fase. Garantimos o nosso trabalho com um relatório de qualidade completo.
Quer saber mais sobre maquinação CNC com posição verdadeira GD&T? Consulte os nossos outros guias acima. Ou envie os ficheiros da sua peça para obter um orçamento gratuito. Responder-lhe-emos em quatro horas.

Escrito por
Chenny
Engenheiro CNC sênior na Ginwate · mais de 20 anos em usinagem aeroespacial e médica